Recent Posts
-
 What is an Idle Air Control (IAC) Valve?2026-01-22/0 Comments
What is an Idle Air Control (IAC) Valve?2026-01-22/0 Comments -

-

-

-

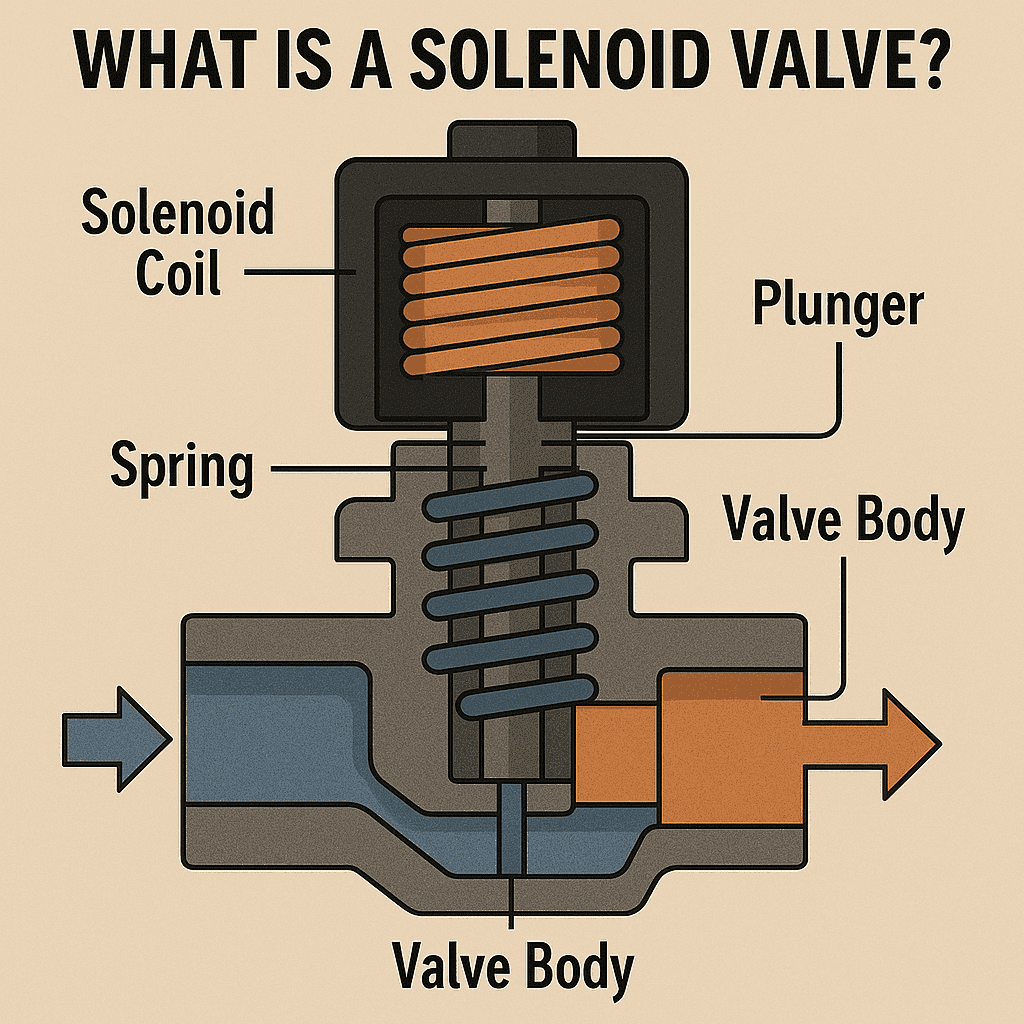
A solenoid valve is an electromechanical device designed to control the flow of fluids. It operates when an electric current energizes its coil, creating a magnetic field that moves a plunger or armature. This movement opens or closes a pathway, allowing water, gas, or other mediums to flow. Solenoid valves are widely used in industrial automation, irrigation systems, and heating and cooling applications because of their speed, reliability, and ease of control.
Leading the market in innovative designs, COVNA manufactures high-quality solenoid valves that excel in efficiency and durability. By incorporating advanced materials and rigorous testing, COVNA ensures that every valve meets industry standards and delivers precise control for complex systems. Their solutions have become essential for projects ranging from small-scale installations to large industrial processes.
Understanding the operation of a solenoid valve is key for anyone looking to optimize fluid management systems. Its simple design belies an impressive range of applications, making it a vital component in modern automation and control. Whether for personal projects or robust industrial systems, the dependable performance of solenoid valves continues to drive technological advancement.