Selecting the right ball valve for your industrial application requires careful evaluation of multiple parameters. The wrong choice leads to premature failure, safety hazards, and costly downtime. This guide breaks down the critical factors every engineer and procurement specialist needs to understand.
Understanding Ball Valve Pressure Ratings

Pressure rating determines whether a valve survives in your system. Every ball valve carries a specific pressure classification that indicates its maximum allowable working pressure at a given temperature.
Common Pressure Classifications
ASME Class Ratings
- Class 150: 285 psi at 100°F (suitable for low-pressure water, air)
- Class 300: 740 psi at 100°F (general industrial applications)
- Class 600: 1,480 psi at 100°F (oil & gas, chemical processing)
- Class 900/1500/2500: High-pressure critical services
PN Ratings (European Standard)
- PN16: 16 bar (232 psi) - HVAC, water distribution
- PN25: 25 bar (363 psi) - General industrial
- PN40: 40 bar (580 psi) - Chemical, petrochemical
- PN63/100: High-pressure applications
Temperature-Pressure Relationship
The pressure rating drops as temperature rises. A Class 600 ball valve rated for 1,480 psi at 100°F might only handle 1,200 psi at 400°F. This happens because heat causes material expansion and slight weakening of the valve body and seat materials.
COVNA engineering data shows that stainless steel ball valves maintain approximately 85% of their cold pressure rating at 400°F. Carbon steel valves experience more significant degradation, retaining roughly 75% under the same conditions.
Real-World Pressure Considerations
System designers must account for:
- Operating pressure: Normal working conditions
- Design pressure: Maximum anticipated pressure including surges
- Test pressure: Hydrostatic test at 1.5x design pressure
- Pressure spikes: Water hammer, pump startup transients
A margin of safety remains essential. Specifying a valve at exactly its rated limit invites trouble. Industry practice recommends operating at no more than 80% of the rated pressure at operating temperature.
Material Selection for Ball Valves

Material choice directly impacts corrosion resistance, temperature capability, and service life. The wrong material fails prematurely; the right material delivers decades of reliable operation.
Body Materials
Stainless Steel (316/316L)
The workhorse for corrosive applications. 316 stainless contains molybdenum, providing superior resistance to chlorides and acids. COVNA specifies 316L (low carbon) for welded applications to prevent carbide precipitation and intergranular corrosion.
Typical applications: Chemical processing, marine environments, food & beverage, pharmaceutical
Temperature range: -425°F to 1,200°F (depending on pressure)
Carbon Steel (WCB/WCC)
Cost-effective for non-corrosive services. WCB (cast carbon steel) handles water, oil, gas, and steam in non-corrosive environments. Not suitable for acids, chlorides, or oxidizing chemicals.
Typical applications: Oil & gas transmission, steam systems, general industrial
Temperature range: -20°F to 800°F
Brass/Bronze
Excellent machinability and corrosion resistance in water applications. Lead-free brass meets potable water standards. Bronze offers better seawater resistance than brass.
Typical applications: Plumbing, HVAC, marine, potable water
Temperature range: -20°F to 450°F
Duplex/Super Duplex Stainless Steel
Premium alloys combining strength and corrosion resistance. Duplex 2205 offers roughly twice the yield strength of 316 stainless with superior chloride stress corrosion cracking resistance.
Typical applications: Offshore oil & gas, seawater cooling, aggressive chemical environments
Temperature range: -50°F to 600°F
Ball and Stem Materials
The ball and stem typically match or exceed the body material specification. 316 stainless steel balls provide excellent corrosion resistance and wear characteristics. For severe services, hardened 17-4PH stainless or coated balls (chrome plating, tungsten carbide) extend service life.
Stem materials require attention to galling resistance. 316 stainless stems in 316 stainless bodies can seize under load. COVNA specifies different stem alloys or anti-galling coatings to prevent this issue.
Seat and Seal Materials
Seat material selection often determines valve success or failure more than body material.
PTFE (Teflon)
The most common seat material. Excellent chemical resistance, low friction coefficient, wide temperature range. Pure PTFE cold flows under pressure; filled PTFE (glass, carbon, graphite) improves wear resistance and creep resistance.
Temperature range: -100°F to 450°F
Pressure limit: 1,000-1,500 psi (depending on filler and design)
RPTFE (Reinforced PTFE)
Glass fiber or carbon fiber reinforced PTFE offers better dimensional stability than virgin PTFE. The reinforcement reduces cold flow and improves wear resistance in cycling applications.
Temperature range: -100°F to 450°F
PEEK (Polyetheretherketone)
High-performance thermoplastic for demanding applications. PEEK handles higher temperatures than PTFE and offers superior mechanical properties. Resistant to most chemicals except strong acids.
Temperature range: -100°F to 550°F
Pressure limit: Up to 3,000 psi in some designs
Metal Seats
Required for high-temperature service beyond polymer limits. Hard-faced seats (Stellite, tungsten carbide) provide wear resistance and sealing at extreme temperatures. Metal-seated valves require higher operating torque and more precise machining.
Temperature range: Up to 1,200°F+
Elastomer Seals (Viton, EPDM, NBR)
Used for low-temperature sealing and certain chemical services. Viton (FKM) offers excellent chemical resistance and temperature capability. EPDM suits water and steam but fails in hydrocarbon service. NBR (nitrile) handles petroleum products but has limited temperature range.
Ball Valve Types and Applications
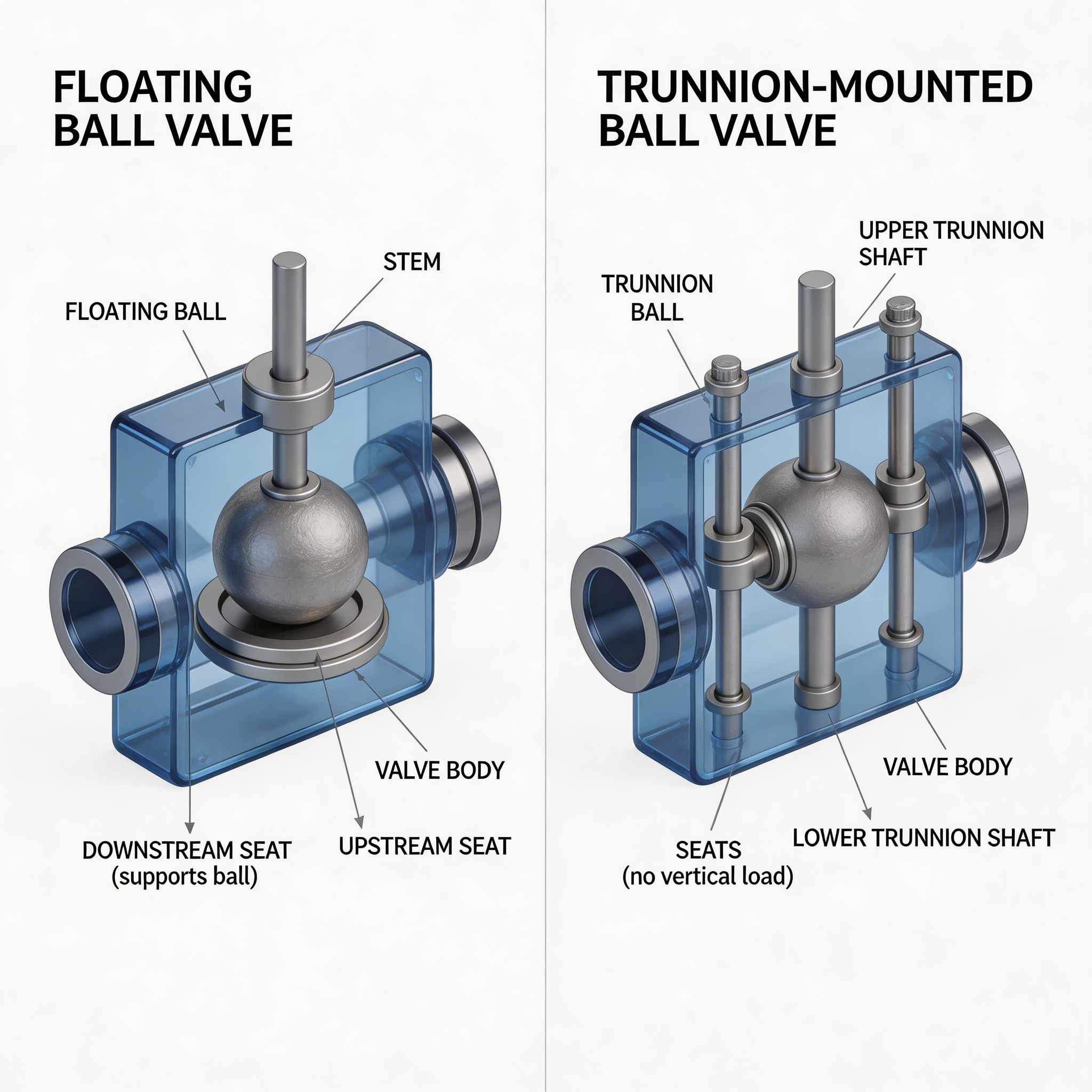
Floating Ball Valves
In floating ball designs, the ball rests against the downstream seat under pressure. The ball "floats" without fixed supports, allowing the downstream seat to compress and maintain seal integrity.
Advantages:
- Lower cost than trunnion designs
- Self-compensating seal under pressure
- Simpler construction, fewer parts
Limitations:
- Limited to smaller sizes (typically under 12 inches)
- Higher operating torque at elevated pressures
- Seat wear occurs on downstream side only
Best applications: Low to medium pressure, smaller pipe sizes, general industrial service
Trunnion-Mounted Ball Valves
Trunnion designs support the ball at top and bottom with bearing-mounted shafts. This support allows the ball to rotate with minimal friction, even at high pressures.
Advantages:
- Lower operating torque, especially at high pressure
- Suitable for large sizes (up to 60+ inches)
- Spring-loaded seats provide consistent sealing
Limitations:
- Higher cost than floating designs
- More complex construction
- Requires more space
Best applications: High pressure, large sizes, frequent cycling, critical isolation service
V-Port and Control Ball Valves
Standard ball valves suit on/off service. V-port balls with contoured openings enable throttling and flow control. The V-shape provides linear flow characteristics as the valve opens.
Applications:
- Flow modulation (not just open/close)
- Processes requiring precise flow control
- Slurry service where full-port valves clog
Considerations:
- Not suitable for tight shutoff (some leakage expected)
- Requires positioners for precise control
- Higher velocity across the port causes erosion in some services
End Connections and Installation
Threaded Ends (NPT/BSP)
Common in smaller sizes (under 2 inches). NPT (National Pipe Thread) dominates North American applications; BSP (British Standard Pipe) prevails in Europe and Asia. Threaded valves install quickly but require careful sealing with thread sealant or tape.
Flanged Ends
The standard for industrial applications. Flanged valves bolt between pipe flanges, allowing easy removal for maintenance. ANSI flanges follow Class ratings (150, 300, 600); DIN flanges use PN designations.
Socket Weld and Butt Weld
Welded connections provide permanent, leak-proof joints for critical applications. Socket weld suits smaller sizes; butt weld handles larger pipes and higher pressures. Welded valves require cutting for removal but eliminate potential leak points.
Tri-Clamp/Sanitary
Quick-disconnect fittings for food, beverage, and pharmaceutical applications. Easy disassembly for cleaning and inspection. Not suitable for high pressure.
Actuation and Automation

Manual ball valves suit applications where operators can reach the valve and operation frequency remains low. Automated actuators handle remote locations, frequent cycling, and integration with control systems.
Electric Actuators
Electric actuators use motors to rotate the valve ball. They excel in applications requiring:
- Precise positioning (modulating service)
- Remote operation without air supply
- Integration with SCADA or DCS systems
- Feedback signals for position confirmation
COVNA electric actuators offer torque outputs from 20 Nm to over 2,000 Nm, handling valves from 1/2 inch to 24 inches depending on pressure class. Standard features include manual override, position indicators, and heater/thermostat for condensation prevention.
Pneumatic Actuators
Pneumatic actuators use compressed air to generate torque. They dominate applications where:
- Air supply exists (most industrial plants)
- Fast operation required (quarter-turn in 1-3 seconds)
- Fail-safe positioning needed (spring return)
- Cost sensitivity favors simpler technology
Double-acting pneumatic actuators use air pressure for both opening and closing. Spring-return designs use air for one direction and springs for the other, providing fail-closed or fail-open functionality.
Pneumatic-Electric Comparison
| Factor | Electric | Pneumatic |
| Speed | Slower (10-60 seconds typical) | Faster (1-5 seconds typical) |
| Precision | Better for modulating | On/off primarily |
| Power source | Electricity | Compressed air |
| Fail-safe | Requires battery backup | Spring return standard |
| Maintenance | Lower (no air system) | Higher (air quality matters) |
| Cost | Higher initial, lower operating | Lower initial, air system cost |
Selection Checklist
Use this systematic approach to specify the right ball valve:
Fluid Properties
- Fluid type (liquid, gas, slurry)
- Corrosiveness (pH, chemical composition)
- Viscosity and solids content
- Temperature (min/max/operating)
System Parameters
- Pressure (operating/design/test)
- Flow rate and velocity
- Pipe size and schedule
- Acceptable pressure drop
Operational Requirements
- On/off or throttling service
- Cycling frequency
- Speed of operation
- Manual or automated operation
Environmental Factors
- Ambient temperature range
- Corrosive atmosphere
- Hazardous area classification
- Vibration or shock loading
Standards and Certifications
- API, ANSI, DIN, or other applicable standards
- Fire-safe requirements (API 607)
- Fugitive emissions (ISO 15848)
- Industry-specific (NACE, FDA, etc.)
Common Specification Errors
Undersizing for Pressure-Temperature
Specifying a Class 150 valve for a 300 psi steam application because "it is just water." Steam pressure ratings differ from liquid ratings, and temperature derating applies.
Ignoring Material Compatibility
Selecting 316 stainless for seawater service. While 316 resists many chemicals, it suffers pitting and crevice corrosion in chloride-rich seawater. Duplex or super duplex stainless, or bronze, better serve marine applications.
Overlooking Seat Material Limits
Specifying PTFE seats for a 500°F steam application. PTFE degradates above 450°F, leading to seat failure and leakage. Metal seats or high-temperature polymers like PEEK handle elevated temperatures.
Mismatched End Connections
Ordering ANSI flanges for a DIN piping system. Flange standards differ in bolt circle diameter, thickness, and facing. Mixing standards creates installation problems and potential leaks.
Inadequate Actuator Sizing
Sizing an actuator for breakaway torque only. Running torque, especially in metal-seated or high-pressure valves, exceeds breakaway torque. Undersized actuators stall or fail to seat properly.
Special Service Considerations
Cryogenic Applications
Ball valves in LNG, liquid nitrogen, or liquid oxygen service face unique challenges. Materials must retain ductility at extremely low temperatures (-150°F to -425°F). Standard carbon steels become brittle and fracture; austenitic stainless steels (316, 304) maintain toughness.
Cryogenic valves require extended bonnets that position the stem packing above the cold zone, preventing ice formation and maintaining seal integrity. COVNA cryogenic ball valves feature vacuum-insulated stem extensions and specialized low-temperature seals.
High-Temperature Steam
Steam service above 450°F exceeds PTFE seat capabilities. Metal-seated ball valves with hard-faced seats (Stellite 6, tungsten carbide) handle superheated steam to 1,000°F+. Flexible graphite packing and spiral-wound gaskets maintain sealing at temperature.
Steam applications also require attention to condensate management. Trapped condensate causes water hammer and thermal shock. Proper piping design and valve orientation minimize these risks.
Abrasive and Slurry Service
Mining, pulp & paper, and wastewater applications involve abrasive particles that erode standard valve components. Hardened balls (chrome plating, tungsten carbide coating), reinforced seats, and full-port designs minimize erosion damage.
V-port ball valves handle slurry better than full-port designs. The restricted opening creates velocity that keeps solids suspended, preventing settling and packing in the valve cavity.
Oxygen Service
Oxygen accelerates combustion; materials must be oxygen-compatible and free of hydrocarbon contamination. Monel, Inconel, and brass suit oxygen better than standard steels. Special cleaning procedures remove oils and greases that could ignite.
COVNA oxygen service valves undergo precision cleaning, inspection, and packaging in certified clean environments. Documentation certifies oxygen compatibility and cleanliness level.
Testing and Quality Assurance
Industrial ball valves undergo rigorous testing to verify performance and safety. Understanding test requirements helps buyers evaluate supplier quality systems.
Hydrostatic Shell Test
Every valve receives a hydrostatic shell test at 1.5 times the rated pressure. Water fills the valve cavity, and pressure ramps to the test value. No visible leakage through the body or bonnet joints constitutes passing.
Seat Leakage Test
Seat tests verify sealing performance at 1.1 times rated pressure. Test standards (API 598, ISO 5208) define acceptable leakage rates, typically measured in bubbles per minute or drops per minute. Metal-seated valves allow higher leakage than soft-seated designs.
Functional Testing
Automated valves undergo cycling tests to verify actuator-valve compatibility. Tests confirm:
- Torque requirements match actuator output
- Position indication accuracy
- Limit switch function
- Emergency shutdown timing
Special Testing
Critical applications may require:
- Fire-safe testing (API 607): Valves cycle through fire exposure and still seal afterward
- Fugitive emissions testing (ISO 15848): Measurement of stem seal leakage
- Cryogenic testing: Verification of operation at design low temperatures
- High-cycle testing: Thousands of cycles to verify wear life
Installation Best Practices
Proper installation extends valve life and prevents premature failure. Follow these guidelines for reliable operation.
Handling and Storage
Protect valve ends with covers until installation. Store valves in clean, dry conditions away from corrosive atmospheres. Support heavy valves properly; do not hang from pipework.
For actuated valves, protect electric actuators from moisture during storage. Pneumatic actuators tolerate storage conditions better but still benefit from dry storage.
Pipeline Preparation
Clean pipelines before valve installation. Weld slag, debris, and construction residue damage valve seats and balls. Flush lines thoroughly; temporary strainers upstream protect valves during commissioning.
Verify pipe alignment. Forcing misaligned pipes into valve connections stresses the body and causes leakage. Flange gaskets must suit the service (temperature, pressure, chemical compatibility).
Orientation
Install ball valves with the stem in the vertical position when possible. This orientation prevents debris accumulation in the ball cavity and allows stem packing adjustment without removing the valve.
For horizontal installation, position the stem upward if possible. This prevents the ball from resting on the seat when closed, reducing seat deformation over time.
Commissioning
Bring valves into service gradually. Rapid pressurization or thermal shock stresses components. For high-temperature service, preheat lines slowly to avoid thermal gradients that distort valve bodies.
Cycle new valves several times during commissioning. Initial seating improves with a few cycles as the seat conforms to the ball surface.
Maintenance and Troubleshooting
Ball valves require minimal maintenance compared to other valve types. Proper care extends service life and prevents unexpected failures.
Routine Inspection
Periodically inspect valves for:
- External leakage (stem packing, body joints)
- Corrosion or damage to actuators
- Loose fasteners or mounting hardware
- Proper position indication
Actuated valves benefit from periodic exercise. Cycling valves monthly prevents seat adhesion and verifies actuator function.
Stem Packing Adjustment
Rising stem leakage indicates packing wear. Adjustable packing glands allow field tightening without valve removal. Tighten gland nuts evenly in small increments until leakage stops. Over-tightening increases operating torque and accelerates packing wear.
For severe service, live-loaded packing maintains consistent compression as packing ages. Belleville washers or springs compensate for packing consolidation.
Common Problems and Solutions
Leakage in closed position
Cause: Seat damage, debris on sealing surface, insufficient pressure differential for floating ball
Solution: Clean or replace seats; verify pressure rating; consider trunnion design for low-pressure sealing
High operating torque
Cause: Seat over-compression, galling, damaged bearings, process material solidification
Solution: Adjust seat loading; check stem/body material compatibility; verify bearing condition; steam tracing for solidifying fluids
External leakage
Cause: Worn packing, loose bonnet bolts, gasket failure
Solution: Adjust or replace packing; torque bolts to specification; replace gaskets
Actuator failure
Cause: Undersized actuator, power failure, control signal loss, mechanical binding
Solution: Verify sizing calculations; check power supply and control signals; inspect valve for mechanical issues
Conclusion
Ball valve selection balances multiple factors: pressure and temperature requirements, material compatibility, operational demands, and economic constraints. No single valve suits every application.
COVNA's engineering team applies fifteen years of valve manufacturing experience to help customers navigate these decisions. From standard floating ball valves to engineered solutions for extreme conditions, the right specification ensures reliable performance and long service life.
For application-specific guidance, consult COVNA technical documentation or contact our engineering support team with your process parameters.